Robust sk ¨oljtank
Robust rinse tank
Examensarbete, 15 hp, Produktutveckling och Design VT 2020
Examensarbete, 15 hp, Maskin- och materialteknik VT 2020
Muhsin Jubran
F¨
orord
Examensarbetet ¨ar en del av examensfordringarna f¨or h¨ogskoleingenj¨orsutbildningarna Produktutveckling och Design samt Maskin- och materialteknik vid Malm¨o universitet. F¨orfattarna vill tacka handledaren Per Walter p˚a GRANULDISK AB f¨or all v¨agledning och r˚adgivning under arbetets g˚ang. Vi vill ocks˚a tacka anst¨allda p˚a f¨oretagets R&D-avdelning f¨or deras engagemang och intresse f¨or arbetet, speciellt Johanna Friman. Ett stort tack utg˚ar ¨aven till handledaren p˚a Malm¨o universitet, Lars-G¨oran P¨arletun, f¨or den v¨ardefulla kunskap och erfarenhet som han bidragit med, till arbetet.
Malm¨o, maj 2020
Sammanfattning
Detta arbete behandlar framtagning av en robust sk¨oljtank till en diskmaskin f¨or grovdisk. Sk¨oljtanken har en viktig roll i diskprocessen med ansvar f¨or att s¨akerst¨alla att eventuella bakterier, diskmedel och matrester rensas i slutprocessen av diskningen. D¨arf¨or st¨alls krav p˚a produkten genom olika standarder f¨or att vara godk¨and f¨or anv¨andning i diskmaskinen. Kraven ber¨or fr¨amst vattentemperaturen samt dimensioner p˚a ett br¨addavlopp, som f¨orhindrar att vatten fr˚an sk¨oljtanken ˚aterstr¨ommas till inloppsvattnet. Syftet med arbetet ¨ar att eliminera problem med ¨overhettade v¨armeelment, op˚alitliga niv˚avakter och korrosion som finns i befintlig sk¨oljtank. Detta uppn˚as med framtagning av ett nytt sk¨oljtanksystem genom en systematisk produktutvecklingsmetodik som inkluderar tillverkningsanpassad konstruktion (DFM) och milj¨oanpassad design (DFE). Arbetet resulterar i ett nytt system f¨or sk¨oljtanken med ett ovalformat tv¨arsnitt och ber¨oringsfria niv˚avakter. Detta nya system har ett v¨armeelement som alltid ¨ar t¨ackt med vatten, ger tillf¨orlitlig niv˚am¨atning samt god h¨ardighet mot korrosion. Andra viktiga f¨orb¨attringar ¨ar l¨agre totalkostnad samt en milj¨oanpassad design. Det nya sk¨oljtanksystemet lever upp till uppst¨allda krav.
Abstract
This paper is focusing on the development of a robust rinse tank in a dishwashing machine made for pot washing. The rinse tank plays an important role in the dishwashing process, that is to eliminate any bacteria, dish soap or left-overs, in the last step in the finishing process. Therefore demands on the product is set up, based on the required standards. The demands moststly affect the temperature of the water and the dimensions of an overflow, that will prevent the water from flowing back into the supply water pipelines. The purpose of this paper is to eliminate the problems that occur in the existing rinse tank, such as overheated heat element, unreliable level indicators and corrosion. To achieve this, a new robust rinse tank system is developted, by using an systematic product development method that includes design for manufacturing (DFM) and design for environment (DFE). The work results in a new system for the rinse tank, with a oval-shaped cross-section and contactless level sensors. This new system has a heat element that always is underwater, gives a reliable level indication and has a good resistance against corrosion. Other important improvements are a lower total cost together with a environmental design. The new rinse tank system satisfies the set demands.
Inneh˚
all
1 Inledning 1 1.1 Bakgrund . . . 1 1.2 Problembeskrivning . . . 3 1.3 Analys av problembeskrivning . . . 4 1.4 Syfte och m˚al . . . 7 1.5 Avgr¨ansningar . . . 8 1.6 Om f¨oretaget . . . 82 Teoretisk f¨orankring och tidigare forskning 9 3 Produktframtagning 10 3.1 Produktutveckling . . . 10
3.1.1 Konceptgenerering . . . 10
3.1.2 Konceptval . . . 11
3.1.3 Prototypframtagning . . . 11
3.2 Material- och komponentval . . . 11
3.2.1 Materialval . . . 11
3.2.2 Komponentval . . . 12
3.3 Tillverkning och designanpassning . . . 12
3.3.1 Tillverkningsmetoder . . . 12
3.3.2 Tillverkningsanpassad konstruktion (DFM) . . . 12
3.3.3 Milj¨oanpassad design (DFE) . . . 13
3.4 CAD-modellering . . . 14
3.5 H˚allfasthetsanalys . . . 14
3.6 Prototyptestning . . . 14
4 Framtagning av robust sk¨oljtank 15 4.1 Produktutveckling av sk¨oljtank . . . 15 4.1.1 Kravspecifikation . . . 15 4.1.2 Marknadsanalys . . . 17 4.1.3 Generering av koncept . . . 18 4.1.4 Val av koncept . . . 25 4.1.5 Framtagning av prototyp . . . 27
4.2 Val av material och komponenter . . . 28
4.2.1 Val av material . . . 28
4.2.2 Val av komponenter . . . 29
4.3 Tillverkning och designanpassning av sk¨oljtank . . . 30
4.3.1 Val av tillverkningsmetoder . . . 31
4.3.2 Tillverkningsanpassad konstruktion (DFM) . . . 31
4.3.3 Milj¨oanpassad design (DFE) . . . 32
4.4 CAD-modellering av prototypen . . . 33
4.5 H˚allfasthetsanalys av sk¨oljtank . . . 34
4.6 Testning av prototyp . . . 36
5 Diskussion 41
Bilagor A1
A Komponenter A1
B CAD-modeller A3
C CAD-ritningar A5
1
Inledning
Detta avsnitt inneh˚aller bakgrund, problemformulering, syfte, m˚al, avgr¨ansningar samt information om f¨oretaget.
1.1
Bakgrund
F¨or de allra flesta ¨ar diskning en del av vardagen. Denna sker antingen f¨or hand, eller med hj¨alp av diskmaskiner. N¨ar det handlar om st¨orre m¨angder disk, som i till exempel skolk¨ok och restauranger, v¨aljs diskmaskiner. Detta g¨ors av bekv¨amlighetssk¨al, men ocks˚a av tidssk¨al d˚a diskning i diskmaskin g˚ar betydligt snabbare kontra att g¨ora det f¨or hand. Vid anv¨andning av diskmaskiner, minskas dessutom vatten- och kemikalief¨orbrukningen. Det finns diskmaskiner d¨ar granuler tills¨atts i diskprocessen. Detta g¨ors f¨or att uppn˚a en mer effektiv maskindiskning. D˚a cirkulerar plastkulor inne i maskinen, tillsammans med vatten och diskmedel. Processen efterliknar en bl¨astringsprocess, d¨ar granulerna bl¨astrar bort matrester, ¨aven inbr¨anda s˚adana. Eftersom att granulerna v¨ager mer ¨an vattnet, f˚as en kraftig effekt.
Det finns olika sorters diskmaskinsmodeller, med olika kapacitet, egenskaper och anv¨andni-ngsomr˚aden. I detta arbete anv¨ands diskmaskinen Granule Smart som utg˚angspunkt. Granule Smart ¨ar en av de mest kompakta modellerna som GRANULDISK AB har i sitt sortiment och den tar upp mindre en 1 m2
golvyta och ¨ar runt 2 meter h¨og. Kapaciteten ligger mellan 400-1500 m˚altider per dag och maskinen ¨ar endast avsedd f¨or grovdisk [1]. Se figur 1.
Granule Smart-modellen fungerar genom att l˚ata diskst¨allet rotera i maskinen, f¨or att s¨akerst¨alla att alla delar av diskgodset tr¨affas av vattenstr˚alarna och granulerna. Det heta vattnet i kombination med f¨oretagets patenterade PowerGranules utg¨or en effektiv metod f¨or att kunna bli av med alla t¨ankbara matrester och smuts, som kan finnas p˚a kantiner och grytor.
Granule Smart inneh˚aller tv˚a olika tankar, en disktank (108 l) och en sk¨oljtank (8 l). Disktanken, som inneh˚aller ˚atervunnet vatten och granuler, ¨ar ansvarig f¨or den f¨orsta delen av diskprocessen. Sk¨oljtanken, som inneh˚aller nytillf¨ort och fr¨ascht vatten, tar hand om den sista delen av diskningen. Vid diskning ¨ar vattnet i disktanken 65 ◦C och vattnet
i sk¨oljtanken 85 ◦C. I en Granule Smart anv¨ands tv˚a v¨armeelement p˚a 9 kW (14 kW vid
kallvattenanslutning) f¨or att v¨arma upp vattnet. Ett av dem finns i sk¨oljtanken och det andra i disktanken. Sk¨oljsystemet visas i figur 2.
Figur 2: Sk¨oljsystemet i en Granule Smart med sk¨oljtanken p˚a position 3 [1].
En vanlig diskning med det mest anv¨anda standardprogrammet tar ungef¨ar 3 minuter, d¨ar maskinen anv¨ander vatten fr˚an disktanken i ett f¨orsta skede, f¨or att sedan avsluta de sista 30 sekunderna med att sk¨olja av diskgodset med enbart rent och ¨annu varmare vatten fr˚an sk¨oljtanken. I ”standby”-l¨age v¨arms vattnet i sk¨oljtanken till 70◦C. N¨ar ett program
startas b¨orjar vattnet v¨armas direkt f¨or att n˚a 85 ◦C d˚a sk¨oljcyklen startas. Efter 150
sekunder, n¨ar den f¨orsta diskprocessen ¨ar avslutad, sprutas vattnet fr˚an sk¨oljtanken p˚a diskgodset med hj¨alp av en pump. Anledningen till att vattnet v¨arms upp innan diskningen p˚ab¨orjas ¨ar f¨or att det ska g˚a fortare att p˚ab¨orja den sista sk¨oljningen, och samtidigt undvika att ha f¨or stor energif¨orlust i sk¨oljtanken. Det ¨ar viktigt att vattentemperaturen kommer upp i minst 85◦C, f¨or att uppfylla kraven som g¨aller f¨or NFS/ANSI 3 standard [2].
Vattnet fr˚an sk¨oljtanken rinner, efter avsk¨oljningen, ner i disktanken. Detta g¨ors f¨or att kunna ˚ateranv¨anda samt f¨orb¨attra kvaliteten p˚a vattnet, genom att lite vatten fr˚an disktanken t¨oms ut genom ett br¨addavlopp inne i maskinen. En bild p˚a sk¨oljtanken monterad p˚a sidan av maskinen visas i figur 3.
Figur 3: Sk¨oljtanken monterad p˚a sidan av en Granule Smart. Foto: Muhsin Jubran.
P˚a en del diskmaskiner finns det ¨aven en plattv¨armev¨axlare med en fl¨akt monterad p˚a diskmaskinens tak som absorberar ˚anga. Med hj¨alp av den absorberade ˚angan kan nytillf¨ort kallt vatten hettas upp med cirka 30 ◦C, innan det kommer in i sk¨oljtanken.
Detta g¨ors f¨or att ta tillvara p˚a v¨armen och utnyttja energin som redan finns i systemet, samt eliminera ˚angan som annars kommer ut i rummet d˚a luckan ¨oppnas.
1.2
Problembeskrivning
Diskmaskinens milj¨o med v¨armevariationer, fukt och kemikalier leder till att material och komponenter st¨alls inf¨or p˚afrestningar. Det ¨ar en utmaning att finna material och komponenter som ¨overlever i den milj¨on under en l¨angre tidsperiod, och samtidigt erh˚alla l˚ag kostnad. Produkten efterstr¨avas vara ekonomiskt konkurrenskraftig.
I arbetet analyseras problem som ¨ar kopplade till sk¨oljtanken. Sk¨oljtanken i sig, men ocks˚a alla komponenter i direkt anslutning kring den behandlas. Med hj¨alp av underlag fr˚an f¨oretaget och diskussioner med personal p˚a tekniska supportavdelningen framkommer att det finns en rad problem med dagens l¨osningar. Dessa ¨ar f¨oljande:
• V¨armeelementet ¨ar inte alltid helt t¨ackt med vatten, vilket leder till att det kan bli ¨overhettat och g˚a s¨onder.
• Niv˚avakterna, som visar vattenniv˚an i sk¨oljtanken, kan ge felaktiga v¨arden. • Spaltkorrosion kan uppkomma vid tr˚anga utrymmen i konstruktionen.
• Kalkbildning i tanken kan leda till att niv˚avakter l¨aser av fel, v¨armeelementet blir ¨overhettat samt att kalkavlagaringar lossnar och t¨apper igen munstycken och pump. • Svetsarna vid sk¨oljtanken av rostfritt st˚al h˚aller ibland inte t¨att efter en tids
anv¨andning, vilket leder till att systemet l¨acker ut vatten och maskinen blir obrukbar.
1.3
Analys av problembeskrivning
Problemen med ¨overhettning av v¨armeelementen grundas i att v¨armeelementet ger ifr˚an sig h¨og effekt trots att det inte finns vatten som t¨acker hela elementet.
Varf¨or den niv˚an av vatten, som borde finnas i tanken, inte g¨or det, beror p˚a niv˚avakter. Niv˚avakterna bygger p˚a konduktivitet. Konduktiviteten f¨or luft respektive vatten avg¨or hurvida niv˚avakterna blir ledande, eller inte. Vidare fels¨okning leder till att niv˚avakterna, under vissa omst¨andigheter, inte ger korrekt information. Olika vattenkvaliteter spelar h¨ar en avg¨orande roll. Inom Sverige och runt om i v¨arlden finns olika h˚art och mjukt vatten, med olika andel mineraler och joner. Framf¨orallt ¨ar det olika mycket kalcium- och magne-siumjoner som p˚averkar mest. H˚art vatten ¨ar vatten med h¨og kalkhalt. Vattnets h˚ardhet m¨ats i tyska h˚ardhetsgrader [◦dH]. Kalkbildning kan, ¨over tid, s¨atta igen niv˚avakterna,
vilket leder till funktionen inte blir tillf¨orlitlig. Det leder ocks˚a till problem kopplat till kalkavlagringar. F¨or just denna till¨ampning handlar det om kalkavlagningar som med tiden lossnar och t¨apper igen munstyckena, d¨ar vattnet sprutas ut.
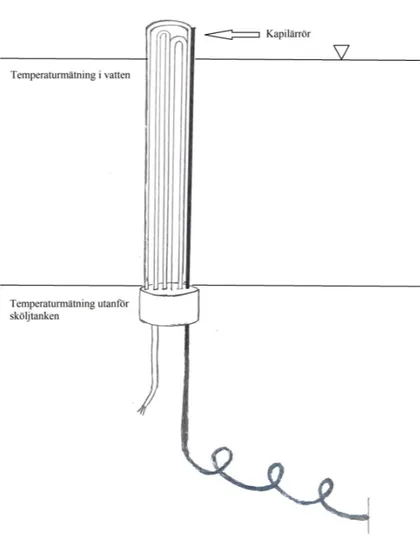
Det finns ett ¨overhettningsskydd, som best˚ar av ett tunt r¨or, ett s˚a kallat kapill¨arr¨or eller max-termostat i det befintliga v¨armeelementet, som ska bryta str¨ommen om temperaturen ¨ar ¨over 140 ◦C under ett viss tidsintervall. Den fungerar genom att utnyttja expansion
och kontraktion av v¨atska eller gas inuti i r¨oret, f¨or att ¨oppna respektive st¨anga en elektrisk krets. Funktioen kan dock emellan˚at vara os¨aker, och har inte alltid utl¨osts vid ¨overtr¨adelse av temperaturen. En analys visar att det kan bero p˚a att r¨att temperatur inte har registrerats. Detta beror p˚a att ¨overhettningsskyddet ¨ar avl˚angt och d¨armed ger ett genomsnittligt v¨arde. Kapill¨arr¨oret befinner sig n¨amligen i flera temperaturzoner. Den ¨ovre delen st˚ar ovanf¨or vattenniv˚an, mittersta delen ¨ar t¨ackt med vatten, och den nedre delen befinner sig utanf¨or sk¨oljtanken, se figur 4. Eventuell felk¨alla ¨ar att kapill¨arr¨oret ¨ar kortare och inte str¨acker sig hela v¨agen upp, l¨angs v¨armeelementet.
Figur 4: Overhettningsskyddet i sk¨oljtanken. H¨ar ¨ar vattenniv˚¨ an av n˚agon anledning inte tillr¨ackligt h¨og f¨or att t¨acka v¨armeelementet.
Om ¨overhettningsskyddet inte registrerar korrekt temperatur kan det leda till att v¨arme-elementet blir br¨ant eller spricker, och d¨armed m˚aste bytas ut. Ett v¨armeelement som b˚ade blivit br¨ant och spruckit visas i figur 5.
Figur 5: Br¨ant och sprucket v¨armeelement. Foto: Muhsin Jubran.
Den befintliga sk¨oljtanken uts¨atts f¨or olika typer av korrosion. De mest framtr¨adande ¨ar punktfr¨atning samt spaltkorrosion. De p˚aminner mycket om varandra vad g¨aller hur de aktiveras lokalt p˚a ett litet omr˚ade.
Punktfr¨atning eller punktkorrosion som det ocks˚a ben¨amns uppkommer p˚a fria ytor i konstruktionen. Det b¨orjar med en lokal nedbrytning av oxidskiktet, som sedan v¨axer till sig, om inte oxidskiktet ˚aterskapas [3].
Spaltkorrosion i svetsar intr¨affar d˚a omr¨orningen av v¨atskan ¨ar otillr¨acklig i ett visst omr˚ade i en konstruktion (ofta tr˚anga utrymmen i spalter och porer). Konsekvensen ¨ar syrebrist, d˚a syrejoner och j¨arnjoner f¨orflyttas fr˚an omr˚adet, d¨ar korrosionen uppkommer. I det l¨aget bildas en positiv anod och en negativ katod, som skapar f¨oruts¨attningar f¨or denna typ av korrosion. I anoden b¨orjar korrosionen att fortplanta sig, djupare och djupare in i omr˚adet [4]. Se figur 6.
Figur 6: Schematisk bild ¨over spaltkorrosion.
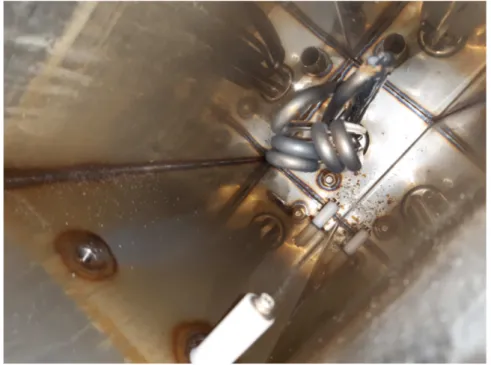
Ett exempel p˚a olika typer av korrosion, som kan uts¨atta sk¨oljtanken visas i figur 7.
Figur 7: Korrosion i sk¨oljtanken samt sprucket v¨armeelement. Foto: Muhsin Jubran.
1.4
Syfte och m˚
al
Det f¨orekommer ibland att diskmaskiner slutar fungera p˚a grund av att sk¨oljtanken har brister.
Syftet med arbetet ¨ar att komma till r¨atta med de aktuella problemen, som finns i dagens sk¨oljtank, f¨or att undvika att diskmaskinerna slutar fungera. Ett nytt system beh¨over implementeras f¨or att f˚a bukt med problemen ovan som resulterar i sjunkande garantikostnader och f¨orst¨arker f¨oretagets renomm´e.
M˚alet ¨ar att med hj¨alp av en produktutvecklingsprocess utveckla nytt system f¨or sk¨oljtanken och undkomma de problem som uppst˚ar med dagens system genom en framtagning av ett system med f¨or¨andrad geometri och delvis nya komponenter.
Arbetet utmynnar i ett system f¨or den robusta sk¨oljtanken, som l¨oser de problem som formuleras i arbetet.
1.5
Avgr¨
ansningar
I arbetet g¨ors f¨oljande avgr¨ansningar:
• Arbetet utg˚ar ifr˚an en diskmaskin som heter Granule Smart, och det tas inte n˚agon h¨ansyn till om samma system ¨ar anpassningsbart f¨or ¨ovriga modeller, eftersom de har v¨asentligt olika volymer.
• Ingen programmering av systemet g¨ors efter f¨or¨andringarna. Fokus ligger ist¨allet p˚a att f˚a h˚ardvaran och det mekaniska att fungera f¨or att komma till r¨atta med de problem som finns i dagens diskmaskiner.
• Tillverkningen av prototypen g¨ors av en underleverant¨or till GRANULDISK AB, enligt ritningsunderlaget som tas fram.
• Tillverkningskostnaden f¨or det nya systemet tas fram, men en djupare j¨amf¨orelse ¨over tid med till exempel minskade reservdelskostnader, behandlas inte i arbetet. • Maskinen med det nya systemet testas med det medelh˚arda vattnet som finns i
Malm¨o, allts˚a med en h˚ardhetsgrad p˚a 6.0◦dH. Vatten fr˚an andra delar av v¨arlden
brukas inte i detta arbete.
1.6
Om f¨
oretaget
GRANULDISK AB ¨ar en del av koncernen Sandberg Development AB. GRANULDISK AB arbetar prim¨art med diskmaskiner avsedda f¨or grovdisk med en revolutionerande diskteknik. F¨oretaget, som funnits sedan 1987, ¨ar marknadsledande inom branschen. J¨amf¨ort med andra grovdiskmaskiner, ¨ar den stora f¨ordelen att diskpersonal inte beh¨over f¨ordiska godset, endast skrapa av eventuella matrester. Ett aktuellt utvecklingsomr˚ade ¨ar f¨oretagets biologiskt nedbrytbara granuler, PowerGranules Bio, som bidrar till att minska m¨angden mikroplaster i samh¨allet. F¨oretagets kommersiella framg˚angar bygger p˚a svensk innovation.
2
Teoretisk f¨
orankring och tidigare forskning
I arbetet g¨ors kompletterande litteraturstudier, f¨or att erh˚alla en djupare f¨orst˚aelse f¨or fr˚agest¨allningarna. Det som behandlas ¨ar vattenkvalitetet, korrosionsfenomen, svetsf¨orband samt st˚alkvalitet.
Vattenkvaliteten ¨ar ett begrepp som anv¨ands f¨or att specificera det aktuella vattnets egen-skaper. Vid diskning ¨ar det avg¨orande att vattenkvaliteten lever upp till en viss standard f¨or renhet, och det finns speciella regler och standarder n¨ar det g¨aller ˚ateranv¨andning av vatten. F¨or att best¨amma vattenkvaliteten g¨ors en vattenanalys. I en del fall m˚aste ett filter anv¨andas, f¨or att erh˚alla en vattenkvalitet som ¨ar acceptabel. Det finns ett antal faktorer som p˚averkar vattenkvaliteten. De v¨asentliga ¨ar, enligt World Health Organization [5]:
• pH-v¨ardet (m¨angden v¨atejoner)
• H˚ardheten ◦dH (m¨angden kalk och magnesium) • Ledningsf¨orm˚agan
• Kloroidhalten
• M¨angden kolsyra, j¨arn och mangan
Det f¨orekommer korrosion p˚a fria ytor och vid svetsarna i den befintliga sk¨oljtanken, n¨armare best¨amt punktfr¨atning respektive spaltkorrosion. Korrosionen p˚averkas mycket av vattenkvaliteten. Beroende p˚a vilken vattenkvalitet som finns, v¨aljs det olika typer av rostskydd. De tre vanligaste ¨ar att koppar, emalj eller rostfritt st˚al brukas i varm-vattentankar. Vetenskapliga studier visar att material som uts¨atts f¨or svetsning ¨ar mer korrosionsben¨agna [6]. I det h¨ar arbetet vidtas ˚atg¨arder f¨or att minimera riskerna f¨or korrosion. Det g¨ors i kombination med unders¨okningar av materialegenskaper samt nog-grann planering av svetsf¨orbanden. M¨angden svetsf¨orband minimeras s˚a l˚angt som m¨ojligt, eftersom detta ¨ar en stor riskfaktor.
Efter svetsning ¨ar det efterstr¨avansv¨art att f¨ors¨oka erh˚alla en j¨amn och fin yta, f¨or att undvika spalter och erh˚alla en homogen sammans¨attning. Detta kan uppn˚as genom borttagning av missf¨argning som uppkommer p˚a grund av svetsl˚agans v¨arme, oftast genom slipning, bl¨astring, betning eller en kombination av olika metoder. Vid bl¨astring sprutas partiklar med h¨og fart p˚a de svetsade delarna och ytan blir renare och mer korrosionsmotst¨andig [7]. En betningsprocess inneb¨ar att ytan passiviseras genom att oxidskiktet ˚aterskapas. Betningsprocessen g¨ors f¨or att uppl¨osa och avl¨agsna ytf¨ororeningar, svetsoxider samt eventulla j¨arnrester i m˚anga svetsade konstruktioner. Slipning och betning i kombination ger det b¨asta korrosionsmotst˚andet enligt en studie gjord med hj¨alp av SVET (Scanning Vibrating Electrode Technique) [8].
F¨or att motverka korrosion har det gjorts studier som handlar om olika st˚alkvalitet samt olika geometrier p˚a spalter [9]. Forskning visar att ¨okad halt av molybden och kv¨ave minskar risken f¨or korrosionsangrepp [10]. PREN (Pitting Resistance Equivalent Number) ¨ar ett m¨atetal f¨or det aktuella st˚alets f¨orm˚aga att motst˚a punktkorrosion, men kan ¨aven anv¨andas f¨orsiktigt som indikation f¨or att avg¨ora om det f¨orefaller risk f¨or spaltkorrosion [11].
3
Produktframtagning
I detta avsnitt beskrivs de metoder som anv¨ands i arbetet.
3.1
Produktutveckling
F¨or framtagning av maskintekniska produkter finns ett flertal etablerade metoder. Ge-mensamt f¨or metoderna ¨ar att uppfylla en huvudfunktion. Denna delas in i delfunk-tioner som l¨oses systematiskt. Bland de etablerade metoderna finns flera gemensamma ber¨orningspunkter och inslag. Vanligt f¨orekommande ¨ar extern s¨okning av bepr¨ovad kunskap och erfarenhet samt intern s¨okning med kreativa processer s˚asom brainstor-ming. Andra v¨alanv¨anda metoder ber¨or systematiska processer med konceptframtagning, utv¨ardering och prototypframtagning.
En av dessa etablerade metoder inleds med en f¨orstudie d¨ar det st¨alls upp behov och egenskaper hos den efters¨okta produkten varvid det g¨ors en v¨ardering av dessa egen-skapers betydelse. I det vidare arbetet formuleras ett huvudproblem som delas upp i ett antal delproblem. Utg˚aende fr˚an dessa g¨ors en konceptframtagning med ett antal del¨osningar. Dessa dell¨osningar kombineras systematiskt samman till en helhetsl¨osning. Utv¨arderingen g¨ors sedan med po¨angs¨attningsmatriser, d¨ar olika urvalskriterier avg¨or vilket koncept som g˚ar vidare f¨or fortsatt utveckling. Prototypframtagning till¨ampas f¨or att b¨attre f¨orst˚a hur konstruktionen och de ing˚aende komponenterna fungerar tillsammans [12]. En annan metod inleds med en f¨orstudie och insamling av information om produkten som uppr¨attas. F¨orstudien behandlar fr˚agor som ber¨or till exempel, tidsramar, kostnader och om projektet g˚ar att genomf¨ora. Det underl¨attar ¨overg˚angen till att ta fram produkt-specifikation och avprickningslista. Kreativ konceptgenereing och funktionsanalyser, som grundar sig i den utarbetade produktspecifikationen, g¨ors f¨or att ut¨oka l¨osningsrymden. Processen avslutas med en utv¨ardering av de l¨osningar som tas fram [13].
I denna studie v¨aljs den f¨orstn¨amnda metoden ovan d˚a arbetet i h¨og utstr¨ackning f¨orenar olika perspektiv s˚asom konstruktion, design och tillverkning i en och samma upps¨attning. Det bed¨oms att det strukturerade angrepps¨attet, med uppbyggnaden av metoderna, be-skrivna steg f¨or steg, f¨orefaller som det mest optimala alternativet. Vald metod preciseras mer detaljerat i avsnitten 3.1.1 – 3.1.3.
3.1.1 Konceptgenerering
Det f¨orsta steget g˚ar ut p˚a att klarg¨ora huvudproblemet och p˚a djupet erh˚alla en f¨orst˚aelse f¨or det, och bryta ner det i mindre delproblem. Delproblemen ¨ar ofta beskrivna av en kravspecifikation, d¨ar behoven ¨overs¨atts i m¨atbara egenskaper.
Det andra steget ¨ar att s¨oka externt. Det bygger p˚a att unders¨oka liknande l¨osningar som redan finns p˚a motsvarande delproblem. Detta uppn˚as genom marknadsanalys, bepr¨ovade koncept och publicerad litteratur. Det innefattar ¨aven intervjuer av spetsanv¨andare och r˚adfr˚aga experter i omr˚adet. Fr˚an detta kan ett flertal m¨ojliga l¨osningar tas fram.
Det tredje steget l¨oper parallellt med det andra steget. H¨ar s¨oks det internt inom grup-pen efter l¨osningar p˚a de uppst¨allda delproblemen. En vanligt f¨orekommande metod ¨ar
brainstorming. Den anv¨ands under den interna s¨okningen f¨or att unders¨oka nya l¨osningar p˚a ett effektivt och kreativt s¨att. Den g˚ar ut p˚a att varje gruppmedlem individuellt tar fram ett antal l¨osningar som presenteras inf¨or resten av gruppmedlemmarna. L¨osningarna i sig beh¨over inte vara realistiska eller g¨orbara, eftersom de kan genera eller v¨acka ytterli-gare l¨osningsf¨orslag hos resten av gruppen. Under denna process f˚ar id´eer inte kritiseras och alla spontana tankeg˚angar ¨ar positiva. Kvantiteten ¨ar viktig f¨or att erh˚alla en god kvalitet, eftersom mindre id´eer kan utvecklas till de b¨asta id´eerna. Inom gruppen f¨orb¨attras f¨orslagen, och alla arbetar efter ett och samma m˚al. Det ¨ar bra att skjuta fram beslut, f¨or att inte g˚a miste om goda f¨orslag.
Processens fj¨arde steg handlar om att systematiskt utforska alla de m¨ojliga l¨osningar som tagits fram i steg 2 och 3. Detta g¨ors genom olika klassifikationstr¨ad som sedan blir till underlag f¨or en konceptkombinationstabell.
I det femte steget reflekteras det ¨over de framtagna l¨osningarna. Fr˚agor som analy-seras ¨ar om hela l¨osningsrymden unders¨okts fullst¨andigt och om externa k¨allor f¨oljts upp noggrant. Det bekr¨aftas att alla id´eer accepteras och inkluderas i processen samt om huvudproblemet kan delas upp p˚a annat s¨att.
3.1.2 Konceptval
Med konceptgenereringen genomf¨ord kan konceptvalet g¨oras. D˚a g¨ors bed¨omningar inom gruppen f¨or att ta fram de b¨asta l¨osningarna p˚a delproblemen och sammanfoga dessa dell¨osningar till en helhetsl¨osning. F¨orst s˚allas koncept, som ¨ar mindre bra, bort och sedan g¨ors bed¨omningar f¨or att v¨alja ut det vinnande konceptet. Bed¨omningarna motiveras med hj¨alp av en po¨angs¨attningsmatris, d¨ar olika parametrar viktas med multiplikatorer. N¨ar det vinnande konceptet valts ut, kan h¨ogpresterande konceptfragment fr˚an de ¨ovriga koncepten brukas, f¨or att f¨orb¨attra prestandan hos det vinnande konceptet. P˚a detta s¨att g˚ar gruppen inte miste om goda dell¨osningar, som finns i de koncept, som inte g˚ar vidare f¨or fortsatt utveckling. D˚a detta steg ¨ar klart ¨ar det best¨amt vad som b¨ast tillgodoser huvudproblemet och d¨armed g˚ar vidare f¨or fortsatt utveckling.
3.1.3 Prototypframtagning
Prototypframtagning g¨ors genom att tillverka en prototyp i kartong f¨or att f˚a en upp-skattning av storlek och om det framtagna konceptet ¨ar rimligt. Det ges, med hj¨alp av denna kartongprototyp, ocks˚a b¨attre m¨ojligheter att best¨amma vilket material och vilka komponenter som v¨aljs. Det bekr¨aftas ¨aven att konstruktion och komponenter har m¨ojlighet fungera med varandra.
3.2
Material- och komponentval
I detta avsnitt behandlas material- och komponentval f¨or prototypen. 3.2.1 Materialval
Materialval g¨ors s˚a att l¨ampliga egenskaper uppn˚as. Materialet som v¨aljs ska ha beskaf-fenheter som g¨or att det fungerar v¨al i konstruktionen och att denna g˚ar att tillverka p˚a smidigt vis, till rimligt pris.
3.2.2 Komponentval
Komponentval g¨ors s˚a att komponenterna som v¨aljs ¨ar v¨al l¨ampade f¨or sina arbetsuppgifter. Det g¨aller v¨armeelement, niv˚am¨atare, ¨overhettningskydd och temperaturgivare.
3.3
Tillverkning och designanpassning
Detta avsnitt behandlar tillverkningsmetoder, tillverkningsanpassad konstruktion (DFM -Design For Manufacturing) samt milj¨oanpassad design (DFE - -Design For Environment). 3.3.1 Tillverkningsmetoder
Tillverkningsteknik studeras, f¨or att se ¨over vilken tillverkningsmetod som ¨ar mest f¨ordelaktig f¨or de olika koncepten som tas fram. Tillverkningsmetoden ska vara l¨ampad f¨or de valda materialen, geometrin och utformningen. L¨ampliga unders¨okningar inom omr˚adet, g¨ors f¨or att ta reda p˚a vilka krav som ska st¨allas, vid de olika tillverkningsmomenten samt vilka f¨oruts¨attningar som finns. En viktig del blir att finna en tillverkningsmetod, som kan uppn˚a en geometri med minskat antal svetsoperationer.
3.3.2 Tillverkningsanpassad konstruktion (DFM)
F¨or att s¨akerst¨alla att produkten som tas fram g˚ar att tillverka till rimligt pris, utnyttjas metoder enligt tillverkningsanpassad konstruktion (DFM - Design For Manufacturing). M˚alet med att tillverkningsanpassa konstruktionen, ¨ar att s¨anka kostnaden [14]. H¨arvid studeras f¨oreslagen konstruktionsl¨osning genom ¨oversyn av produktions-, komponent-samt garanti- och returkostnader. Dessa j¨amf¨ors sedan med motsvarande f¨or befintlig konstruktion. Se figur 8.
3.3.3 Milj¨oanpassad design (DFE)
Milj¨oanpassad design (DFE - Design For Environment) anv¨ands tidigt under produktut-vecklingsprocessen med m˚als¨attning att minimera milj¨op˚averkan och skapa mer h˚allbara produkter. P˚a detta s¨att kan olika milj¨ofaktorer bearbetas och inkluderas i produktutveck-lingen. Dessa milj¨ofaktorer ¨ar materialutvinning, produktion, distribution, anv¨andning och resthantering. M˚alet med metoden ¨ar att dessa milj¨ofaktorer utv¨arderas och f¨orb¨attras [15]. Se figur 9.
Figur 9:Schematisk bild ¨over DFE-f¨orfarandet (F¨orel¨asning L Andersson vid Malm¨o universitet HT-2019). ˚Atergiven med till˚atelse.
F¨or att s¨akerst¨alla att m˚alet med milj¨oanpassad design uppn˚as, hanteras metodens delar f¨or att hitta nya och smarta l¨osningar, som leder till h˚allbarhet p˚a l˚ang sikt. Produk-tionslivscykeln som inleds med materialutvinning fr˚an naturresureser ska ˚aterintegreras till ˚atervinning i slutet av produktens livsl¨angd, se figur 10. Detta kan uppn˚as genom flera alternativ, som till exempel ˚atertillverkning eller ˚ateranv¨andning av delar. F¨oretag kan p˚a l˚ang sikt f¨orb¨attra produktframtagningen genom att v¨alja material med st¨orre noggrannhet och m¨ojligg¨ora l¨ampliga alternativ f¨or ˚atervinning.
Figur 10: Schematisk bild ¨over cykliskt DFE (F¨orel¨asning L Andersson vid Malm¨o universitet HT-2019). ˚Atergiven med till˚atelse.
3.4
CAD-modellering
N¨ar det vinnande konceptet valts ut kan det illusteras med hj¨alp av CAD-modeller (Computer-Aided Design). Dessa anv¨ands f¨or att visualisera alla detaljer som ing˚ar och ¨aven en sammanst¨allning av dem. I sammanst¨allningsritningen s¨atts alla enskilda detaljer och komponenter samman till en st¨orre 3D-modell, f¨or att ytterligare visa hur konceptet ser ut och var alla delar sitter.
Utifr˚an 3D-modellerna, tas ritningar fram, f¨or att kunna anv¨andas som underlag f¨or tillverkningen. Ritningar f¨or enskilda detaljer samt sammanst¨allningar kan skapas.
3.5
H˚
allfasthetsanalys
En h˚allfasthetsanalys genomf¨ors f¨or att unders¨oka att konstruktionen ¨ar tillr¨ackligt h˚allfast och kan hantera de belastningar som den uts¨atts f¨or.
3.6
Prototyptestning
F¨or att visa att den framtagna produkten fungerar, och problemen som formuleras ¨ar l¨osta, g¨ors enklare testning av prototypen. Testerna grundas i de egenskaper som ¨ar viktigast f¨or prototypen. Ett testprotokoll brukas f¨or detta.
4
Framtagning av robust sk¨
oljtank
I detta avsnitt beskrivs de resultat som erh˚alls i arbetet.4.1
Produktutveckling av sk¨
oljtank
Produktutvecklingsprocessen av en ny sk¨oljtank resulterar i generering av koncept, val av koncept samt framtagning av prototyp.
4.1.1 Kravspecifikation
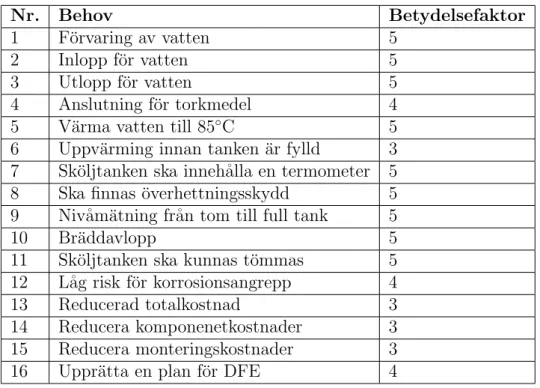
En kravspecifikation tas fram med st¨od av f¨oretagets kravbild, ing˚aende diskussioner med personal och med m˚als¨attningen att helt undvika den typ av brister som f¨oreligger i befintlig sk¨oljtank. Huvudproblemet, det vill s¨aga utveckling av ett nytt sk¨oljtanksystem, delas in i mindre delproblem med en kravspecifikationstabell, d¨ar delproblemen tilldelas en betydelsefaktor, som anv¨ands f¨or att m¨ata hur viktig en egenskap ¨ar i en skala 1-5. Betydelsefaktorn 5 har h¨ogst prioritet och 1 har l¨agst. Behov med betydelsefaktor 5, ¨ar behov som m˚aste uppfyllas. Behov nummer 13, inneb¨ar att kostnaden inte b¨or ¨overstiga kostnaden f¨or den befintliga sk¨oljtanken. Detta samtidigt som kvaliteten f¨orb¨attras, enligt behov nummer 14 och 15. Behovsmatrisen visas i tabell 1.
Tabell 1: Kravlista med viktning av kravens betydelse f¨or sk¨oljtankens funktion.
Nr. Behov Betydelsefaktor
1 F¨orvaring av vatten 5
2 Inlopp f¨or vatten 5
3 Utlopp f¨or vatten 5
4 Anslutning f¨or torkmedel 4
5 V¨arma vatten till 85◦C 5
6 Uppv¨arming innan tanken ¨ar fylld 3
7 Sk¨oljtanken ska inneh˚alla en termometer 5
8 Ska finnas ¨overhettningsskydd 5
9 Niv˚am¨atning fr˚an tom till full tank 5
10 Br¨addavlopp 5
11 Sk¨oljtanken ska kunnas t¨ommas 5
12 L˚ag risk f¨or korrosionsangrepp 4
13 Reducerad totalkostnad 3
14 Reducera komponenetkostnader 3
15 Reducera monteringskostnader 3
16 Uppr¨atta en plan f¨or DFE 4
Behoven i tabell 1 fastst¨alls och ¨overs¨atts i m¨atbara egenskaper. Dessa kan i ett senare skede m¨atas som kontroll att behoven har uppfyllts. Tabell 2 redovisar m¨atbara egenskaper f¨or fastst¨allda krav. Exempelvis kan behov nummer 9 tillgodoses av den m¨atbara egenskapen nummer 7.
Tabell 2: M¨atbara egenskaper.
Nr. M¨atbar egenskap Betydelsefaktor Enhet
1 Storlek tank 5 [l] 2 Storlek anslutning 4 [ mm] 3 Effekt 5 [kW] 4 Tid 3 [s] 5 M¨atning av temperatur 5 [◦C] 6 Overhettningsskydd¨ 5 [◦C] 7 Niv˚am¨atning 5 [l] 8 Storlek br¨addavlopp 5 [mm]
9 M¨angd vatten i tank 5 [l]
10 Korrosionsangrepp 4 Okul¨ar besiktning
11 Pris 3 [SEK]
12 Milj¨ov¨anlighet 4 [ton CO2], [J]
Behoven i tabell 1 och de m¨atbara egenskaperna i tabell 2, paras ihop med varandra i en behovs-egenskapsmatris, se tabell 3. I denna tabell fastst¨alls vilka egenskaper som de olika behoven m¨ats i. F¨or vissa behov finns det endast en m¨atbar egenskap, medan andra behov p˚averkas av flera m¨atbara egenskaper. Behov nummer 6, att kunna v¨arma vatten innan tanken ¨ar fylld, p˚averkar till exempel de m¨atbara egenskaperna nummer 1, 3, 4 och 5. Tabell 3: De utarbetade behoven och egenskaperna st¨allda mot varandra i en behovs-egenskapsmatris. 1 2 3 4 5 6 7 8 9 10 11 12 S tor le k tan k S tor le k an sl u tn in g E ff ek t T id M¨at n in g av te m p er at u r ¨ Ove rh et tn in gs k y d d Ni v˚ am ¨at n in g S tor le k b r¨ad d av lop p M¨an gd vat te n i tan k K or ros ion san gr ep p P ri s M il j¨ov ¨an li gh et 1 F¨orvaring av vatten X
2 Inlopp f¨or vatten X
3 Utlopp f¨or vatten X
4 Anslutning f¨or torkmedel X
5 V¨arma vatten till 85◦C X X X X
6 Uppv¨armning innan tanken ¨ar fylld X X X X
7 Sk¨oljtanken ska inneh˚alla en termometer X
8 Ska finnas ¨overhettningsskydd X
9 Niv˚am¨atning fr˚an tom till full tank X
10 Br¨addavlopp X X
11 Sk¨oljtanken ska kunna t¨ommas X
12 L˚ag risk f¨or korrosionsangrepp X
13 Reducera totalkostnad X
14 Reducera komponentkostnader X
15 Reducera monteringskostnader X
16 Uppr¨atta en plan f¨or DFE X
s¨okningen g¨ors med en marknadsanalys och r˚adfr˚agning av experter.
4.1.2 Marknadsanalys
En marknadsanalys ger vanligen v¨ardefull information om befintliga produkter inom aktuellt produktsortiment. D¨arf¨or v¨aljs i detta fall tv˚a varmvattenberedare (A och B) och tv˚a s˚a kallade ”boilers” (C och D) eftersom dessa utf¨or liknande arbetsuppgifter som sk¨oljtanken. Det unders¨oks vad som finns p˚a marknaden med m˚al att hitta ny information om egenskaper som kan appliceras p˚a den nya produkten. Informationen kan ¨aven utnyttjas f¨or att urskilja den nya produkten fr˚an de ¨ovriga. I tabell 4 och 5 kan dessa exempel med tillh¨orande egenskaper betraktas:
Tabell 4: Produkt A och B.
Egenskaper Produkt A [16] Produkt B [16]
Typ Varmvattenberedare Varmvattenberedare
Volym [l] 35 5.5
Effekt [kW] 3 2.2
Geometriskt tv¨arsnitt Rektangul¨ar Rektangul¨ar
Material Emaljerat st˚al Rostfritt st˚al
Isolering Polystyren (EPS) Polyuretan
Temperatur [◦C] Information saknas 80
Uppv¨armningstid [min] Information saknas 13
Tabell 5: Produkt C och D.
Egenskaper Produkt C [17] Produkt D [17]
Typ Bolier Boiler
Volym [l] 17 25
Effekt [kW] Information saknas Information saknas
Geometriskt tv¨arsnitt Cylindrisk Rektangul¨ar
Material Rostfritt st˚al Rostfritt st˚al
Isolering Saknas Saknas
Temperatur [◦C] Information saknas Information saknas
Uppv¨armningstid [min] Information saknas Information saknas
Produkterna A, B och C har gemensamt att systemet ¨ar trycksatt. Kallvatten g˚ar in i tanken och trycker ut det varma, vilket resulterar i att temperaturen p˚a varmvattnet inte blir exakt, eftersom det blandas med det nytillf¨orda kalla vattnet. Volymerna ¨ar generellt sett st¨orre ¨an den sk¨oljtank som tas fram i detta arbete. Rostfritt st˚al ¨ar det domineran-de materialet bland domineran-de undomineran-ders¨okta produkterna p˚a grund av dess korrosionsmotst˚and. Produkt A ¨ar gjord av emaljerat st˚al och inneh˚aller offeranoder. Den sistn¨amnda kr¨aver dock mer tid f¨or underh˚all p˚a grund av offeranoderna som beh¨over bytas ut efter en viss tidsperiod.
I det h¨ar arbetet ¨ar det fokus p˚a att temperaturen 85 ◦C uppn˚as mycket snabbare
avg¨orande f¨or att produkten ska vara godk¨and f¨or att kunna anv¨andas i diskmaskinerna, uppfylls.
4.1.3 Generering av koncept
Under konceptsgenereringsprocessen r˚adfr˚agas experter inom omr˚adet. Dessa experter utg¨ors av handledaren samt sakkunniga personer p˚a f¨oretaget. De fr˚agor som behandlas ber¨or framf¨or allt niv˚am¨atning och tidigare erfarenheter av framtagning av sk¨oljtankar samt sk¨oljtankar fr˚an konkurrerande f¨oretag. Det unders¨oks ¨aven vad f¨or testning av komponenter som ¨ar m¨ojlig att genomf¨ora p˚a GRANULDISK AB. Dessutom diskuteras framtida visioner om en ny plattform som kan anv¨andas i modeller, som befinner sig utvecklingsstadiet.
Den interna s¨okningen g¨ors med brainstorming, vilket resulterar i konceptfragment. Dessa konceptfragment leder senare fram till fullst¨andiga koncept.
Brainstorming resulterar i en m¨angd olika t¨ankbara id´eer kopplade till geometrier, ma-terial och komponenter. Gemensamt f¨or alla konceptfragment g¨allande geometrin ¨ar att v¨armeelementet ¨ar liggande i sk¨oljtanken, och inte st˚aende som f¨or den befintliga. Detta m¨ojligg¨or p˚ab¨orjad uppv¨armning innan sk¨oljtanken ¨ar fylld samt f¨or att v¨armeelementet alltid ¨ar t¨ackt med vatten s˚a att det inte ¨overhettas. Montering av komponenter g¨ors l¨ampligen p˚a plana ytor, vilket inneb¨ar att konceptfragmenten med cirkul¨art tv¨arsnitt har f¨arre partier med anslutningsm¨ojlighter. Nedan illusteras de konceptfragment g¨allande geometri som arbetats fram i Figur 11. Figur 11a med rektangul¨art tv¨arsnitt f¨orest¨allande den befintliga sk¨oljtanken, anv¨ands som referens.
(a) Rektangul¨art tv¨arsnitt. (b) Triangul¨art tv¨arsnitt.
(c) Cylindriskt tv¨arsnitt. (d) Hexagonalt tv¨arsnitt.
(e) Ovalformat tv¨arsnitt, plan p˚a l˚angsidorna. (f) Ovalformat tv¨arsnitt, plan toppdel.
¨
Ovriga konceptfragment som ber¨or material, v¨armelement, niv˚am¨atning, luftgap och ¨overhettningskydd redovisas i tabell 6, 7, 8, 9, 10 och 11.
De t¨ankbara material som kan anv¨andas, ¨ar valda utifr˚an egenskaper som ¨ar passande f¨or sk¨oljtanken. Det s¨oks efter en kombination av efterstr¨avansv¨arda egenskaper, som att materialet ska kunna t˚ala v¨armevariationer, ha ett l˚agt pris, god svetsbarhet, h¨ogt korrosionsmotst˚and och milj¨ov¨anlighet.
Rostfritt st˚al ¨ar en j¨arnlegering, med minst 10.5 wt% krom och l˚ag kolhalt (maximalt 0.2 wt% i Sverige). Den t˚al v¨armevariationer samt har goda f¨oruts¨attningar f¨or svetsbarhet [18]. Det ¨ar ¨aven ett relativt korrosionsbest¨andigt material. Det skyddas av ett tunt skikt som best˚ar av framf¨orallt, kromoxid. Det finns ett flertal typer av rostfria st˚al, med olika egenskaper och anv¨andningsomr˚aden. Rostfritt st˚al ¨ar ett milj¨ov¨anligt material utifr˚an ˚atervinningssynpunkt, eftersom en stor del av materialet kan ˚atervinnas ett o¨andligt antal g˚anger, utan att kvaliteten p˚averkas, n¨ar produktens livsl¨angd har passerat. Det rostfria st˚alets l˚anga h˚allbarhet leder till en minskad milj¨obelastning [19].
Aluminium ¨ar ett allsidigt material som har m˚anga olika anv¨andningsomr˚aden. Egenskaper ¨ar l˚ag vikt, l˚agt pris samt goda m¨ojligheter att ˚atervinna genom omsm¨altning, d¨ar en stor del av energin tas tillvara p˚a. Aluminium klarar sig bra i milj¨oer med stora temperaturva-riationer. F¨or att inte p˚averkas av korrosion finns ett tunt skyddande sj¨alvpassiviserande oxidskikt. En ny hinna bildas genast vid skada p˚a ytan. Svetsbarheten ¨ar s¨amre j¨amf¨ort med andra metalliska material [20].
Koppar ¨ar ett material som leder elektricitet och v¨arme mycket bra. Det har ¨aven en h¨og korrosionsh¨ardighet och klarar av att bibeh˚alla sina egenskaper i de flesta milj¨oer. Materialet har stora m¨ojligheter att formas och god sk¨arbarhet. Koppar kan ˚atervinnas till 100 %. Svetsbarheten ¨ar s¨amre och l¨odning ¨ar den mest f¨orekommande fogningsmetoden f¨or koppar [20].
Emaljerat st˚al f¨orekommer mest i tankar i varmvattenberedare. Emalj ¨ar en glaslik-nande bel¨aggning som br¨anns fast p˚a det material som ska skyddas. Ytan blir resistent mot kemiska effekter, och ¨ar fri fr˚an nickel och bly, vilket g¨or den livmedelsklassad. Emal-jeringsprocessen av st˚al sker vanligen i tv˚a stadier, f¨orst sprutas en grundemalj som har god vidh¨aftning mot st˚alet, och d¨arefter en t¨ackemalj med bra best¨andighet mot den milj¨on som den ska uts¨attas f¨or. Emaljen kan f˚a mikroskopiska porer som i sin tur utg¨or en korrosionsrisk och d¨arf¨or anv¨ands oftast emaljen i kombination med offeranoder, som angrips av korrosion ist¨allet f¨or st˚alet [20].
Plast ¨ar en ben¨amning f¨or m˚anga olika sorters halvsyntetiska och syntetiska materi-al och p˚a s˚a s¨att kan det delas in i m˚anga underkategorier. De allm¨anna egenskaperna ¨ar stor formbarhet, l˚agt pris och helt motst¨andigt mot korrosion. M˚anga plastsorter t˚al v¨armevariationer och kan vara milj¨ov¨anliga, under f¨oruts¨attning att de ˚atervinns p˚a r¨att s¨att. Plast ¨ar inte svetsbart, dock kan avancerade geometrier uppn˚as genom till exempel formsprutning eller rotationsgjutning, d¨ar egenskaperna kan variera mycket beroende p˚a tillsats¨amnena. Plast ¨ar billigt j¨amf¨ort med de andra materialen [20].
Tabell 6: Konceptfragment med olika typer av material. Material Rostfritt st˚al Aluminium Koppar Emaljerat st˚al Plast
V¨armelement finns i m˚anga olika utformningar och kommer i varierande material. Ut-formningen av dem m¨ojligg¨or att sk¨oljtankens geometri kan varieras. Ett material kan vara f¨ordelaktigt i ett visst anv¨andningsomr˚ade, men ol¨ampligt i ett annat. Rostfritt v¨armeelement ¨ar det mest vanliga p˚a marknaden f¨or sk¨oljtankar. V¨armelement i koppar ¨ar b¨ast n¨ar det finns behov av att leda v¨arme under en l¨angre tid. Keramiska v¨armelement har goda egenskaper gentemot kalkbildning eftersom de fungerar genom indirekt uppv¨armning. De kr¨aver ocks˚a en viss extra bearbetning eftersom de monteras i en tub eller dykr¨or, p˚a grund av att det inte f˚ar komma i kontakt med vattnet [21].
Tabell 7: Konceptfragment med olika typer av v¨armeelement.
V¨armeelement Avl˚angt, rostfritt st˚al Avl˚angt, keramiskt Avl˚angt, koppar Cirkul¨art, rostfritt st˚al Cirkul¨art, koppar ”Plant”, rostfritt st˚al ”Plant”, koppar
Det finns olika typer av niv˚am¨atningsmetoder, en principiell skillnad mellan de olika ¨ar att en del av dem endast m¨ater av vattenniv˚an p˚a en viss utvald position, medan andra m¨ater kontinuerligt, fr˚an tom till full tank. De t¨ankbara niv˚am¨atningsmetoder som kan anv¨andas i sk¨oljtanken och respektive funktion beskrivs nedan. Schematiska bilder p˚a hur typiska varianter av dessa kan se ut, kan betraktas i Bilaga A.
Konduktiv niv˚avakt: Bygger p˚a kondukttvitet, leder str¨om genom vattnet, n¨ar den eftertraktade niv˚an ¨ar uppn˚ad. Det j¨amf¨ors allts˚a om niv˚avakten ¨ar i kontakt med luft eller vatten. Monteras p˚a sidan av sk¨oljtanken.
Ber¨oringsfri niv˚avakt: Bygger p˚a kapacitivitet, m¨atningen sker genom att m¨ata f¨orm˚agan att lagra elektrisk laddning hos p˚a en komponent. Kapacitans ¨ar definierad som f¨orh˚allandet mellan laddningsm¨angden Q och och sp¨anningen ¨over en elektrisk krets U. Den ger infor-mation om niv˚an ¨ar uppn˚ad eller inte, ingen kontinuerlig m¨atning. Monteras p˚a sidan av sk¨oljtanken, i indirekt kontakt med v¨atskan.
Pressostat: M¨ater vattenniv˚an genom att ett r¨or f¨ors in i sk¨oljtanken och m¨ater det ¨okade trycket, i takt med att vattenniv˚an ¨okar. Kontinuerlig niv˚am¨atning erh˚alls. Den kr¨aver montering p˚a en plan yta, p˚a toppen av en sk¨oljtank.
Flott¨or: M¨ater v¨atskeytans l¨age i f¨orh˚allande till en fast punkt. Flott¨oren flyter i v¨atskan och ¨ar f¨orbunden till den fasta punkten i andra ¨anden. Kr¨aver direkt kontakt med v¨atskan. Monteras inne i tanken, optimalt med plana ytor f¨or att undvika extra bearbetning. Ultraljudssensor: Kontinuerlig och ber¨oringsfri niv˚am¨atning, skickar ljud mot v¨atskeytan som studsar tillbaka och kan d˚a m¨ata avst˚andet. Har oftast h¨og kostnad i f¨orh˚allande till resten av niv˚am¨atningsmetoderna. Monteras p˚a toppen av sk¨oljtanken.
Niv˚astr¨omst¨allare: M¨ater om vattenniv˚an uppn˚atts p˚a utvald position, genom att en del av niv˚astr¨omst¨allaren flyter upp och hamnar i sin h¨ogsta position, och ger signal. Monteras p˚a sidan av sk¨oljtanken.
Niv˚ast¨all: Bygger p˚a att en flott¨or flyter upp och ner baserat p˚a vattenniv˚an, ger en analog signal med hj¨alp av magnetism. Dessa har dessutom niv˚am¨atning visuellt med olika f¨arger som indikerar olika gr¨anser, om det skulle finnas intresse att lokalt se vattenniv˚an. Monteras p˚a sidan av sk¨oljtanken.
Optisk niv˚avakt: Skickar ljus mot v¨atskeytan eller mot en reflektor f¨or att sedan av-ge signal av ett analogt v¨arde. Ljuset bryts n¨ar det st¨oter p˚a v¨atskan, och kan signalera att en viss vattenniv˚a ¨ar uppn˚ad. Den beh¨over vara i direkt kontakt med v¨atskan. Monteras p˚a sidan av sk¨oljtanken.
Tabell 8: Konceptfragment med olika typer av niv˚am¨atare.
Niv˚am¨atare Konduktiv niv˚avakt Ber¨oringsfri niv˚avakt Pressostat
Flott¨or
Ultraljudssensor Niv˚astr¨omst¨allare Niv˚ast¨all
Optisk niv˚avakt
Det f˚ar inte f¨orekomma att vatten som hamnat i sk¨oljtanken ˚aterstr¨ommas tillbaka in i inloppsvattnet. Luftgap/br¨addavlopp ¨ar ett krav f¨or att uppfylla den svenska standarden SS-EN 1717 [22]. Det finns ¨aven ett krav p˚a att geometrin ska vara icke cirkul¨ar enligt svensk standard SS-EN 13077:2018 [23]. I detta arbete kommer det finnas tv˚a olika typer av luftgap, det ena ¨ar ett f¨onster i sk¨oljtanken och det andra ¨ar en separat l˚ada utanf¨or sk¨oljtanken.
Tabell 9: Konceptfragment med olika typer av luftgap.
Luftgap
F¨onster, kortsida F¨onster, l˚angsida Separat
¨
Overhettningsskydd anv¨ands f¨or att s¨akerst¨alla att v¨armeelementet inte blir ¨overhettat. I den befintliga sk¨oljtanken anv¨ands ett som ¨ar integrerat i v¨armeelementet, men det finns ¨aven l¨osningar med en separat stav eller en sm¨alts¨akring. Den integrerade fungerar genom att ett s˚a kallat kapill¨arr¨or ska bryta str¨ommen om temperaturen kommer ¨over ett visst v¨arde. Separat stav fungerar genom att temperaturen m¨ats och str¨ommen bryts om temperaturen ¨overstiger ett visst f¨orutbest¨amt v¨arde. Om gr¨anstemperaturen p˚a sm¨alts¨arkingen ¨overtr¨ads sm¨alter s¨akringen och str¨ommen bryts.
Tabell 10:Konceptfragment med olika typer av ¨overhettningsskydd.
¨
Overhettningsskydd Integrerat
Separat stav Sm¨alts¨akring
Det finns olika typer temperaturm¨atare. A/D-omvandling fungerar genom att en analog signal samplas och omvandlas till ett digitalt v¨arde. IR-termometrar fungerar med hj¨alp av en laser som har m¨ojligheten att l¨asa av stora ytor snabbt. V¨armekameror kan k¨anna av och detektera v¨armestr˚alning eller infrar¨od str˚alning, och utifr˚an detta skapas ett underlag till en display som illusterar temperaturen. De tv˚a sistn¨amnda kr¨aver inte direkt kontakt.
Tabell 11: Konceptfragment med olika typer av temperaturm¨atare.
Temperaturm¨atare A/D-omvandling IR-termometer V¨armekamera
Den systematiska utforskningen leder fram till en sammankoppling av konceptfragmenten, d¨ar l¨osningar p˚a delproblemen kombineras och s¨atts samman till en helhetsl¨osning. Detta g¨ors genom att olika dell¨osningar p˚a problemen kategoriseras och delas in i olika tabeller. Dell¨osningar kombineras fr˚an de olika kategorierna till en l¨osning av det ¨overgripande huvudproblemet. Eftersom att det skulle vara tidskr¨avande och ineffektivt att unders¨oka alla m¨ojliga konceptkombinationer, g¨ors ett urval med˚atta olika koncept. Att unders¨oka alla m¨ojliga konceptkombinationer ryms inte inom arbetets tidsram. N¨ar koncepten tas fram ¨ar det viktigt att se till att egenskaperna ¨ar kompatibla med varandra. Val av material grundas i vad som ¨ar l¨ampligt f¨or respektive geometri ur tillverkningssynpunkt. Exempelvis kr¨aver en del niv˚am¨atare en plan yta i toppen och botten av sk¨oljtanken, f¨or att kunna monteras. Ett annat exempel ¨ar v¨armeelementens olika utformning. De m˚aste kunna f˚a plats inne i sk¨oljtanken, utan att vara i kontakt med varken dess innerv¨agg eller n˚agon annan komponent. Genom djupg˚aende diskussioner inom gruppen best¨ams vilka koncepfragment som kopplas samman med varandra. De sammankopplade konceptfragmenten bildar koncepten A-H nedan, se tabell 12.
T ab el l 12 : F ram tagn a kon ce p t A-H.
Koncept Geometri Material V¨armeelement Niv˚am¨atare Luftgap Overhettningskydd¨ Temperaturm¨atare A Rektangul¨ar Rostfritt st˚al Avl˚angt, rostfritt st˚al Konduktiv niv˚avakt F¨onster, l˚angsida Intergrerat A/D-omvandling B Triangul¨ar Aluminium Avl˚angt, koppar Ultraljudssensor Separat Intergrerat IR-termometer C Cylindrisk Koppar Cirkul¨art, koppar Niv˚astr¨omst¨allare F¨onster, kortsida Separat stav V¨armekamera D Hexagonal Plast Cirkul¨art, rostfritt st˚al Flott¨or Separat Separat stav A/D-omvandling E Oval Rostfritt st˚al Avl˚angt, rostfritt st˚al Ber¨oringsfri niv˚avakt F¨onster, kortsida Integrerat A/D-omvandling F Oval, plan topp Rostfritt st˚al Avl˚angt, rostfritt st˚al Pressostat F¨onster, l˚angsida Separat stav V¨armekamera G Halvcylindrisk Plast Avl˚angt, keramiskt Optisk niv˚avakt F¨onster, kortsida Sm¨alts¨akring IR-termometer H Disktankens geometri Emaljerat st˚al ”Plant”, rostfritt st˚al Niv˚ast¨all F¨onster, l˚angsida Sm¨alts¨akring IR-termometer
Huvudproblemet ¨ar uppdelat i delproblem som l¨osts via en m¨angd generade l¨osningar. R˚ad och tips fr˚an de externa k¨allorna f¨oljs upp noggrant. Via den externa och interna s¨okningen s¨akerst¨alls att hela l¨osningsrymden unders¨oks och arbetas igenom. Alla id´eer accepteras och tas med i konceptfasen, utan att kritiseras av andra gruppmedlemmar. De olika konceptfragmenten kombineras ihop, f¨or att f˚a fram en l¨osning som tillgodoser huvudproblemet.
4.1.4 Val av koncept
Vid val av koncept g¨ors f¨orst en koncepts˚allning d¨ar mindre bra koncept f¨orsvinner och de med b¨ast f¨oruts¨attningar unders¨oks vidare i en po¨angs¨attningsmatris, d¨ar det b¨asta konceptet v¨aljs ut.
Koncepts˚allning sker med hj¨alp av urvalskriterier som tas fram och ses som avg¨orande av gruppen. Kriterierna grundas i krav som st¨alls p˚a den nyframtagna produkten. Varje koncept betygs¨atts utifr˚an urvalskretierina, d¨ar ”+” st˚ar f¨or ett positivt v¨arde utifr˚an att uppfylla funktionen bra, ”0” st˚ar f¨or ett neutralt v¨arde och ”-” st˚ar negativt v¨arde som uppfyller funktionen mindre bra. Referenskonceptet A f˚ar i samtliga kategorier betyget ”0”. De ¨ovriga koncepten j¨amf¨ors med koncept A, och bed¨oms d˚a vara b¨attre, lika bra eller s¨amre. Exempelvis bed¨oms koncept D ha en mindre v¨armef¨orlust j¨amf¨ort med koncept A, och f˚ar d¨arf¨or betyget ”+”. En koncepts˚allningmatris visas i tabell 13.
Tabell 13: Koncepts˚allningsmatris med framtagna urvalskriterier.
Urvalskriterier
K on c e p t A K on c e p t B K on c e p t C K on c e p t D K on c e p t E K on c e p t F K on c e p t G K on c e p t H Liten v¨armef¨orlust 0 + 0 + 0 0 0 0L¨att att montera 0 0 - - 0 0 0
-V¨arma vatten snabbt 0 + 0 + + 0 0 0
L˚ag tillverkningskostnad 0 0 + - + 0 +
-L˚ag materialkostnad 0 + - + 0 0 + 0
L˚ag komponentkostnad 0 - - - 0 - - +
Tillf¨orlitlig niv˚am¨atning 0 + - + + + 0 +
L˚ag risk f¨or korrosionsangrepp 0 - 0 + 0 0 +
-L˚ag milj¨op˚averkan 0 - - 0 + - 0 0 Antal + 0 4 1 5 4 1 3 2 Antal 0 9 2 3 1 5 6 5 4 Antal − 0 3 5 3 0 2 1 3 Slutbetyg 0 1 -4 2 4 -1 2 -1 Rangordning 4 3 6 2 1 5 2 5
Forts¨atta? Kombinera Modifiera Nej Ja Ja Nej Ja Nej
Po¨angs¨attning av koncepten sker med de koncept som tagit sig f¨orbi koncepts˚allningen, det vill s¨aga Koncept A, B, D, E och G. Dessa betygs¨atts p˚a liknande s¨att som i koncepts˚allningen, denna g˚ang anv¨ands dock en betygskala 1-5 samt en viktfaktor. Ett ”+” motsvarar antingen betyget ”4” eller ”5”. P˚a samma s¨att svarar ”-” mot betyget ”2”
eller ”1”. Referenskonceptet A f˚ar denna g˚ang en ”3”:a i betyg i samtliga kategorier. Om ett koncept bed¨oms vara n˚agot b¨attre ¨an referenskonceptet s¨att betyget ”4” och om det bed¨oms vara mycket b¨attre s¨atts betyget ”5”. Po¨angs¨attningen fungerar p˚a motsvarande
vis f¨or de l¨agre betygen, n˚agot s¨amre ger betyg ”2” och mycket s¨amre ger det l¨agsta betyget ”1”. D˚a po¨angen tilldelas, viktas den f¨or att olika urvalskriterier har olika stor betydelse. Det ¨ar till exempel, i detta arbete, viktigare att ha en tillf¨orlitlig niv˚am¨atning ¨an att sk¨oljtanken ska vara l¨att att montera. Viktfaktorn delas in i tre olika niv˚aer, 5 %, 10 % och 15 % d¨ar 5 % inneb¨ar l¨agst prioritet. En po¨angs¨attningsmatris visas i tabell 14.
Tabell 14: Po¨angs¨attningsmatris med framtagna urvalskriterier.
Koncept A B D E G
Urvalskriterier
V ik tf ak tor P o¨an g V ik tad p o¨an g P o¨an g V ik tad p o¨an g P o ¨an g V ik tad p o ¨an g P o¨an g V ik tad p o¨an g P o¨an g V ik tad p o¨an g Liten v¨armef¨orlust 10 % 3.0 | 0.30 4.0 | 0.40 4.0 | 0.40 3.0 | 0.30 3.0 | 0.30L¨att att montera 5 % 3.0 | 0.15 3.0 | 0.15 2.0 | 0.10 3.0 | 0.15 3.0 | 0.15
V¨arma vatten snabbt 15 % 3.0 | 0.45 5.0 | 0.75 5.0 | 0.75 4.0 | 0.60 3.0 | 0.45
L˚ag tillverkningskostnad 15 % 3.0 | 0.45 3.0 | 0.45 2.0 | 0.30 5.0 | 0.75 5.0 | 0.75
L˚ag materialskostnad 10 % 3.0 | 0.30 4.0 | 0.40 5.0 | 0.50 3.0 | 0.30 5.0 | 0.50
L˚ag komponentkostnad 10 % 3.0 | 0.30 2.0 | 0.20 2.0 | 0.20 3.0 | 0.30 1.0 | 0.10
Tillf¨orlitlig niv˚am¨atning 15 % 3.0 | 0.45 4.0 | 0.60 4.0 | 0.60 4.0 | 0.60 3.0 | 0.45
L˚ag risk f¨or korrosionsangrepp 10 % 3.0 | 0.30 2.0 | 0.20 5.0 | 0.50 3.0 | 0.30 5.0 | 0.50
L˚ag milj¨op˚averkan 10 % 3.0 | 0.30 2.0 | 0.20 3.0 | 0.30 4.0 | 0.40 3.0 | 0.30
Total viktad po¨ang 100 % 3.00 3.35 3.65 3.70 3.50
Rangordning - 5 4 2 1 3
Forts¨atta? - Nej Nej Nej Utveckla Nej
Koncept E f˚ar h¨ogst betyg utifr˚an total viktad po¨ang och blir d¨armed det vinnande konceptet som v¨aljs f¨or att utvecklas vidare. Egenskaper och dell¨osningar fr˚an bortvalda koncept kan anv¨andas f¨or att f¨orb¨attra och ¨oka prestandan. F¨or det vinnande konceptet g¨ors f¨or¨andringar g¨allande luftgap och ¨overhettningsskydd, d˚a det finns andra dell¨osningar som bed¨oms prestera b¨attre. Det vinnande konceptets egenskaper kan illusteras i tabell 15.
Tabell 15: Vinnande konceptet E.
Egenskap Vinnande koncept
Geometri Oval
Material Rostfritt st˚al
V¨armeelement Avl˚angt, rostfritt st˚al Niv˚am¨atare Ber¨oringsfri niv˚avakt
Luftgap Separat
¨
Overhettningsskydd Integrerat
Temperaturm¨atare A/D-omvandling
Totalt svetsad str¨acka i det vinnande konceptet E, ¨ar betydligt mindre i f¨orh˚allande till de bortvalda koncepten d¨ar svetsoperation ing˚ar, dels p˚a grund av geometrin och dels
p˚a grund av de ber¨oringsfria niv˚avakterna, som inte beh¨over vara i direkt kontakt med vattnet. Koncept E ¨ar l¨att att tillverka och beh¨over endast genomg˚a ett f˚atal operationer, och har d¨armed l˚ag tillverkningskostnad. Den kan l¨att monteras p˚a diskmaskinen med hj¨alp integrerade f¨asten, och ers¨atta den gamla utan att st¨orre ¨andringar beh¨over g¨oras. 4.1.5 Framtagning av prototyp
Prototypframtagningen resulterar i en kartongprototyp, som visar att konstruktionen har dimensioner som g¨or att komponenterna g˚ar att montera p˚a ett tillfredst¨allande vis. Till exempel visar m¨atningar att v¨armelementet f˚ar plats inne i sk¨oljtanken utan att r¨ora vid gavelen med god marginal. Det kan ¨aven bekr¨aftas att den delen av v¨armeelementet som f¨astes p˚a gavlen ryms inom gavelns rand. Se figur 12.
Figur 12: Kartongprototyp av sk¨oljtanken. Foto: Albin ¨Ohrstr¨om.
Det g¨ors dessutom testning med en pl˚atbit i verkstaden hos GRANULDISK AB. Detta f¨or att bekr¨afta att att prototypens valsade huvuddel ¨ar m¨ojlig att tillverka. Tanken ¨ar ¨andarna ska m¨ota varandra och att en svetsrad appliceras p˚a denna del f¨or att sluta konstruktionen. Detta visas i figur 13.
Figur 13: Valsprototyp av sk¨oljtanken. Foto: Albin ¨Ohrstr¨om.
4.2
Val av material och komponenter
I detta avsnitt diskuteras och redovisas mer noggrant, de material samt komponenter som v¨aljs, f¨or prototypen.
4.2.1 Val av material
I detta arbete v¨aljs rostfritt st˚al. Detta motiveras med dess egenskaper d¨ar helheten ¨ar b¨attre j¨amf¨ort med de ¨ovriga materialen, i just denna till¨ampning. De egenskaper som har st¨orst vikt f¨or en sk¨oljtanks behov blir avg¨orande f¨or att just rostfritt st˚al v¨aljs. De viktigaste egenskaperna ¨ar svetsbarhet, korrosionsh¨ardighet och pris. Plast skulle vara ett l¨ampligt material utifr˚an dessa egenskaper, dock utg¨or brandfaran en stor risk vid ¨overhettning. Aluminium och koppar saknar tillr¨ackligt god svetsbarhet. Dessutom har aluminium s¨amre m¨ojligheter att utformas vid valsning. Emaljerat st˚al v¨aljs bort eftersom det kr¨aver underh˚all genom utbyte av offeranoder.
Det finns olika typer av rostfritt st˚al med olika egenskaper och legeringshalter. Det som anv¨ands i den befintliga sk¨oljtanken ¨ar det livsmedelklassade st˚alet EN-1.4301 / AISI 304. Det ¨ar ett st˚al som ¨ar duktilt, svetsbart och rimligt korrosionsbest¨andigt i normala milj¨oer.
I vanliga fall inneh˚aller rostfritt st˚al inte n˚agot molybden. Det finns rostfritt st˚al som inneh˚aller molybden och dessa st˚alsorter kallas f¨or syrafasta. De inneh˚aller dessutom
vanligen h¨ogre halter av krom.
Ett exempel p˚a syrafast st˚al ¨ar EN 1.4404 / AISI 316L. St˚alet skiljer sig genom att det har b¨attre korrosionsbest¨andighet vid h¨ogre temperaturer, j¨amf¨ort med andra syra-fasta st˚allegeringar. Den typen av rostfritt st˚al har speciellt god korrosionsbest¨andighet mot punkt- och spaltkorrosion. Den har ¨aven god resistens mot syror p˚a grund av h¨ogre halt av nickel och molybden. Korngr¨ansfr¨atning, som ¨ar en korrosionstyp som sker i korngr¨anserna, undviks p˚a grund av l˚ag kolhalt. Svetsbarheten ¨ar god. [24].
Den befintliga sk¨oljtanken med st˚allegeringen EN 1.4301 / AISI 304 har 17.5 som PREN-v¨arde. F¨or EN 1.4404 / AISI 316L ¨ar motsvarande PREN-v¨arde 23.1. Eftersom att h¨ogre v¨arde p˚a PREN ger b¨attre korrosionsmot¨andighet ¨ar EN 1.4404 / AISI 316L ett b¨attre alternativ f¨or den nyframtagna sk¨oljtanken [25].
4.2.2 Val av komponenter
I detta arbete v¨aljs ett v¨armeelement av rostfritt st˚al med ett integrerat ¨overhettningskydd. Detta ¨ar samma modell som ¨aven var monterat i den befintliga sk¨oljtanken, se figur 14. Denna produkt tillverkas av en underleverant¨or.
Figur 14: V¨armeelement f¨or den nyframtagna sk¨oljtanken.
Det v¨aljs i arbetet att ber¨oringsfria niv˚avakter, brukas i sk¨oljtanken. Dessa niv˚avakter har f¨ordelen att de ¨ar i direkt kontakt med vattnet, och ger tillf¨orlitliga v¨arden tack vare att de bygger p˚a kapacitans. Se figur 15.
Figur 15: Niv˚am¨atare f¨or den nyframtagna sk¨oljtanken.
I detta arbete v¨aljs samma temperaturgivare som anv¨ands i den befintliga sk¨oljtanken. Temperaturgivaren bygger p˚a A/D-omvandling, d¨ar en analog signal samplas och omvand-las till ett digitalt v¨arde. Denna bed¨oms fungera v¨al, och dessutom vara tillg¨anglig till ett konkurrenskraftigt pris, se figur 16.
Figur 16: Temperaturgivare f¨or den nyframtagna sk¨oljtanken.
Slutligen v¨aljs, i detta arbete, ett separat luftgap med kvadratiskt tv¨arsnitt. Place-ringen av luftgapet blir vid v¨anster sida av sk¨oljtanken. Den ansluts via slangen f¨or vattentillf¨orseln. Luftgapet tillverkas enligt underlaget i figur C.13, den rektangul¨ara urtagningen ¨ar m˚attsatt enligt SS-EN 13077:2018 standard [23]. L¨osningen uppskattas minska v¨armef¨orlusten. Luftgapet har i uppgift att f¨orhindra ˚aterstr¨omning av vatten fr˚an sk¨oljtanken till inloppsvattnet. Den uts¨atts inte f¨or v¨armevariationer eller laster, varf¨or den tillverkas i plast. Luftgapet kan serietillverkas genom formbl˚asning f¨or att uppn˚a l˚aga kostnader. Detta visas i figur 17.
Figur 17: Separat luftgap.
4.3
Tillverkning och designanpassning av sk¨
oljtank
I detta avsnitt beskrivs framtagningen av prototypen samt hur den nya sk¨oljtanken f¨or¨andrar de ekonomiska f¨oruts¨attningarna (DFM) och minskar milj¨onp˚averkan (DFE).
4.3.1 Val av tillverkningsmetoder
Sk¨oljtanken best˚ar av tre, ur tillverkningsynpunkt, viktiga delar. Den best˚ar dels av en huvuddel som har en uppbyggnad med tv˚a plana sidor och tv˚a cirkul¨ara partier, upptill och nertill. Den har ¨aven tv˚a olika gavlar p˚a v¨anster respektive h¨oger sida. Den v¨anstra gaveln och den h¨ogra gaveln har tre respektive fyra cirkul¨ara h˚al. Godstjockle-ken som anv¨ands ¨ar 1.5 mm. Detta m¨ojligg¨or god svetbarhet samtidigt som l˚ag vikt erh˚alls. Huvuddelen och de tv˚a gavlarna tas fram med lasersk¨arning. Denna metod ger n¨amligen ett mycket noggrant resultat med goda toleranser till ett konkurrenskraftigt pris.
Sk¨oljtankens huvuddel bearbetas ytterligare genom valsning, eller n¨armare best¨amt kall-valsning. Pl˚aten valsas p˚a tv˚a positioner f¨or att erh˚alla den cirkul¨ara utformningen. F¨or att montera sk¨oljtanken mot sidan av diskmaskinen konstrueras fyra f¨ast¨oron, tv˚a p˚a vardera sida av huvuddelen. Dessa skapas vid lasersk¨arningen och fogas allts˚a inte p˚a i efterhand. Huvuddelen visas i figur 18.
Figur 18: Sk¨oljtankens huvuddel.
Det n¨astkommande steget av tillverkningsprocessen ¨ar att de tre delarna s¨atts samman genom svetsning. Svetsningen g¨ors utmed en r¨at linje p˚a huvuddelen samt p˚a randen av gavlarna f¨or att kunna f˚a en hel och t¨at sk¨oljtank. ¨Aven anslutningar till komponenter f¨astes p˚a gavlarna genom svetsning [26].
4.3.2 Tillverkningsanpassad konstruktion (DFM)
Arbetet b¨orjar med en uppskattning av tillverkningskostnader p˚a den befintliga sk¨oljtanken. Detta g¨ors med utg˚angspunkt fr˚an ink¨opslistor, som erh˚alls fr˚an f¨oretaget. Processen delas sedan upp f¨or att l¨attare kunna uppt¨acka m¨ojligheter f¨or reducering av kostnader. Konstruktionen bearbetas och f¨orb¨attras genom hela arbetets g˚ang, tillverkningsmetoder och antal operationer i tillverkningen ses ¨over.
Majoriteten av komponenterna och anslutningarna som anv¨ands i den befintliga sk¨oljtanken, ˚ateranv¨ands i den nyframtagna konstruktionen. Komponenterna placeras om f¨or att ut-nyttjas p˚a ett mer optimalt s¨att. Till exempel placeras v¨armelementet med det integrerade ¨overhettningsskyddet horisontellt, och d¨armed f˚as markant minskade risker f¨or ¨overhettning. Uppv¨armning av vatten kan dessutom ske snabbare, utan att beh¨ova v¨anta tills att r¨att vattenniv˚a ¨ar uppn˚add.
De konduktiva niv˚avakterna byts ut mot ber¨oringsfria niv˚avakter, som fungerar ge-nom teknik som bygger p˚a kapacitans. Det leder till att niv˚am¨atningen kan fungera, utan att p˚averkas av vattenkvaliteten och komplikationer som uppstod tidigare kan undvikas. Standardisering av svetsm¨angd och tydliga anvisningar av placeringen av dem framg˚ar i ritingsunderlaget, dels f¨or att underl¨atta f¨or verkstadspersonalen vid tillverkningen, och dels f¨or att erh˚alla l˚agt pris. Totalt svetsad str¨acka uppskattas till h¨alften, i j¨amf¨orelse med den befintliga sk¨oljtanken. Minskningen av svetsm¨angden p˚averkar tillverkningspriset mycket, men ¨aven korrosionsbest¨andigheten, som f¨ors¨amras vid svetsning. Det horisontella svetsf¨orbandet i den nyframtagna sk¨oljtanken visas i figur 19.
Figur 19: Svetsanvisning mot skarven som l¨oper l¨angs l˚angsidan av huvuddelen.
Produktionskostnaderna reduceras eftersom f˚a moment beh¨over utf¨oras vid tillverkningen. Tillverkningsmetoden ¨ar lika enkel som vid en framtagning av en tank med cylindriskt tv¨arsnitt. Plana sidor g¨or sk¨oljtanken mer kompakt och l¨amplig att montera p˚a tr˚anga ytor. Detta ¨ar fallet n¨ar sk¨oljtanken monteras p˚a sidan av en Granule Smart, d¨ar bredden inte f˚ar ¨overstiga 150 mm.
Resultatet ¨ar att tillverkningen har f˚a antal operationer och kr¨aver d¨arf¨or inte n˚agot speci-alverktyg eller specialkompetens f¨or att produceras. Det underl¨attar dessutom m¨ojligheten att hitta leverant¨orer och d¨armed pressa ner produktionskostnaderna. Svetsarna ¨ar l¨att˚atkomliga.
4.3.3 Milj¨oanpassad design (DFE)
Resultatet fr˚an tillverkningsanpassad konstruktion, som syftar till att reducera kostnader-na f¨or konstruktionen, bidrar ¨aven till en mer h˚allbar produktframtagning med mindre
milj¨op˚averkan. Energi˚atg˚angen och v¨armef¨orlusten reduceras genom dels optimering av intervallen f¨or vattenuppv¨armningen och dels inf¨orandet av ett separat luftgap som i h¨ogre utstr¨ackning bevarar v¨armen i sk¨oljtanken.
De ¨andringar som till¨ampats p˚a sk¨oljtanken f¨orv¨antas f¨orl¨anga dess livsl¨angd och bi-drar d¨armed till f¨arre skrotade sk¨oljtankar ¨over tid. Resthanteringen av de skrotade sk¨oljtankarna optimeras f¨or att uppn˚a ett cykliskt livscykelperspektiv. De ing˚aende delar i sk¨oljtanken som fortfarande fungerar kan ˚ateranv¨andas vid eventuell skrotning. Den nyframtagna sk¨oljtanken ¨ar kompakt och detta underl¨attar distributionen vid resthante-ringen.
Det rostfria st˚alets f¨orm˚aga att st¨andigt ˚atervinnas utan att kvaliteten p˚averkas, g¨or det m¨ojligt att minimera anv¨andningen av r˚amaterial och energi. I detta arbete anv¨ands rostfritt st˚al med minst 85 % ˚atervunnet st˚al. Detta ¨ar lika mycket som anv¨ands i den befintliga. I denna nya sk¨oljtank anv¨ands det dock mindre m¨angd pl˚at j¨amf¨ort med den befintliga. Totalvikten ¨ar ungef¨ar 0.75 kg mindre, motsvarande 14 %. Detta ¨ar allts˚a minskningen av totalvikten, och inte minskningen av m¨angden f¨orbrukad pl˚at. Minskning-en av m¨angdMinskning-en f¨orbrukad pl˚at understiger allts˚a 14 %, eftersom det inte ¨ar m¨ojligt att fullt utnyttja hela pl˚aten.
4.4
CAD-modellering av prototypen
CAD-modeller och dess ritningar, p˚a de konstruerade delarna, redovisas i Bilaga B respektive Bilaga C. CAD-mjukvaran SolidWorks [27] brukas, f¨or att f˚a tillg˚ang till stan-dardkomponenter ur f¨oretagets CAD-bibliotek.
M˚atten p˚a sk¨oljtanken ¨ar dimensionerade utifr˚an m¨angden vatten som beh¨ovs vid en sk¨oljning i en Granule Smart (6 l), samt en s¨akerhetsmarginal f¨or att t¨acka v¨armeelementet med vatten (2.5 l). Sk¨oljtanken rymmer en totalvolym som ber¨aknas till 9.75 l, men fylls dock i vanliga fall endast med 8.5 l.
Alla anslutningar ¨ar placerade p˚a gavlarna f¨or att underl¨atta tillverkningsprocessen. Det sk¨ars ut tv˚a stycken urtag p˚a vardera gavel f¨or att l¨amna plats f¨or f¨asten. Urtaget ¨ar 40 x 1.5 mm. Anslutningen f¨or vattentillf¨orseln f¨orstoras upp till 10 mm f¨or att uppn˚a r¨att vattenniv˚a snabbare. Den placeras under v¨armeelementet f¨or att cirkulera vattnet i sk¨oljtanken b¨attre och d¨armed minska risken f¨or temperaturskiktning.
Anslutningen f¨or utpumpning av vatten ¨ar placerad p˚a tillr¨acklig h¨ojd, ovanf¨or v¨arme-elementet f¨or att s¨akerst¨alla att vattenm¨angden som beh¨ovs f¨or att t¨acka det samma inte anv¨ands i sk¨oljningsprocessen. Anslutningen f¨or utpumpning samt anslutningen f¨or niv˚am¨atning ¨ar dimensionerade till 28 mm. Det underl¨attar f¨or f¨oretaget att anv¨anda till exempel, slangar och t¨atningsanordningar, eftersom 28 mm ¨ar ett standardm˚att, som redan anv¨ands i befintliga sk¨oljtanken samt i andra konstruktioner.
Till en b¨orjan anv¨ands tv˚a urtagningar f¨or niv˚avakterna i konstruktionen, en ¨ovre och undre, som har i uppgift att l¨asa av om vattenniv˚a ¨ar uppn˚ad eller inte. Dessa anslutningar reduceras till en enda anslutning, d¨ar en 90◦b¨oj och ett 28 mm plastr¨or monteras vertikalt.
vid testningen. Den undre niv˚avakten f˚ar inte placeras p˚a samma h¨ojd som anslutning-en f¨or utpumpning, eftersom det kan riskera att skada vattanslutning-enpumpanslutning-en, om danslutning-en pumpar luft. T¨omningsanslutningen i den nya sk¨oljtanken ¨ar monterad l˚angt ner p˚a den v¨anstra gavlen, vilket ¨ar tillr¨ackligt f¨or att t¨acka behovet vid transport eller service. Tempera-turgivaren placeras i mitten av den h¨ogra gavlen f¨or att f˚a en genomsnittlig temperatur. Torkmedelsanslutningen placeras p˚a den h¨ogra gaveln ovanf¨or anslutningen f¨or tempera-turgivaren, med en viss f¨orflyttning ˚at v¨anster f¨or att undvika att de basiska kemikalierna fr˚an torkmedlet p˚averkar temperaturm¨atningen. Sk¨oljtankens gavlar visas i figur 20.
(a) V¨anster gavel. H¨ar visas anslutningars (nerifr˚an och upp) placering f¨or: t¨omning,
niv˚am¨atning samt vatten ut.
(b) H¨oger gavel. H¨ar visas anslutningars (nerifr˚an och upp) placering f¨or: vatten in, v¨armelement, temperaturgivare samt torkmedel.
Figur 20: Sk¨oljtankens gavlar.
4.5
H˚
allfasthetsanalys av sk¨
oljtank
En h˚allfasthetsanayls utf¨ors med hj¨alp av handber¨akningar f¨or best¨amning av maximala normalsp¨anningen och maximala f¨orskjutningen.
Belastningen utg¨ors av ett hydrostatiskt tryck fr˚an vattnet som ¨ar noll vid vattenytan och som v¨axer linj¨art med djupet. De plana vertikala ytorna i sk¨oljtankens huvuddel ¨ar den vekaste delen i konstruktionen. Det ¨ar d¨arf¨or en rimlig bed¨omning att st¨orst sp¨anning uppst˚ar i dessa. Deras yta p˚a 300 x 200 mm2
kan approximeras till en tryckbelastad platta med fritt upplagda r¨ander. Standardverk ger formler f¨or maximal normalsp¨anning och f¨orskjutning f¨or fallet j¨amnt f¨ordelad trycklast [28]. Approximativt kan det r¨aknas med trycket vid de plana ytornas mittpunkt som vid fylld tank ¨ar 100 mm under vattenytan. Den belastning som sk¨oljtanken uts¨atts f¨or visas i figur 21.
![Figur 2: Sk¨oljsystemet i en Granule Smart med sk¨oljtanken p˚ a position 3 [1].](https://thumb-eu.123doks.com/thumbv2/5dokorg/3948092.71669/8.892.201.639.434.878/figur-sk-oljsystemet-granule-smart-sk-oljtanken-position.webp)

![Figur 8: Schematisk bild ¨over DFM-f¨orfarandet. Framtagen med inspiration fr˚ an [12].](https://thumb-eu.123doks.com/thumbv2/5dokorg/3948092.71669/18.892.154.771.717.1058/figur-schematisk-bild-over-dfm-orfarandet-framtagen-inspiration.webp)